ZT68 600MPa Cold-Headed High-Strength Aluminum Alloy Bolts

I. Introduction: Fastening Technology Bottlenecks Amidst the NEV Lightweighting Trend
Driven by the dual mandates of carbon neutrality and stringent automotive energy consumption regulations, lightweighting has emerged as a core development trajectory for NEVs. According to the "Energy-Saving and New Energy Vehicle Technology Roadmap 2.0" and the new GB 36980.1-2025 energy consumption limits, vehicle weight reduction yields explicitly quantifiable benefits:
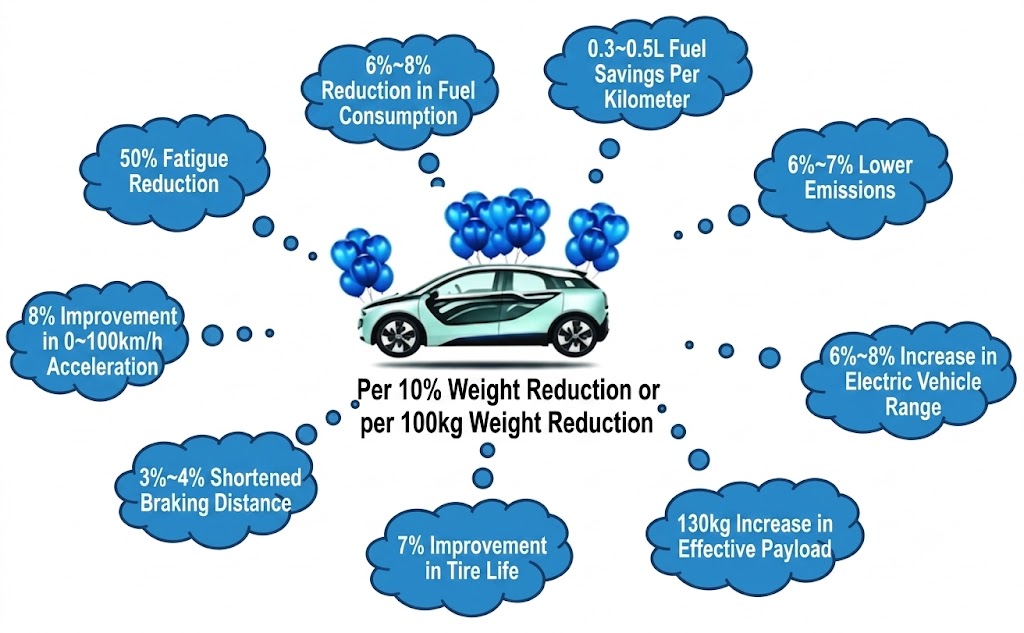
1. For NEVs, every 100kg of weight reduction increases driving range by 6% to 8%.
2. For internal combustion engine (ICE) vehicles, every 100kg of weight reduction decreases fuel consumption by 6% to 8% and increases tire lifespan by 7%.
3. Favorable consumption tax policies align with this; for ICE vehicles, every 100kg of weight reduction results in a 0.85% decrease in the tax rate.
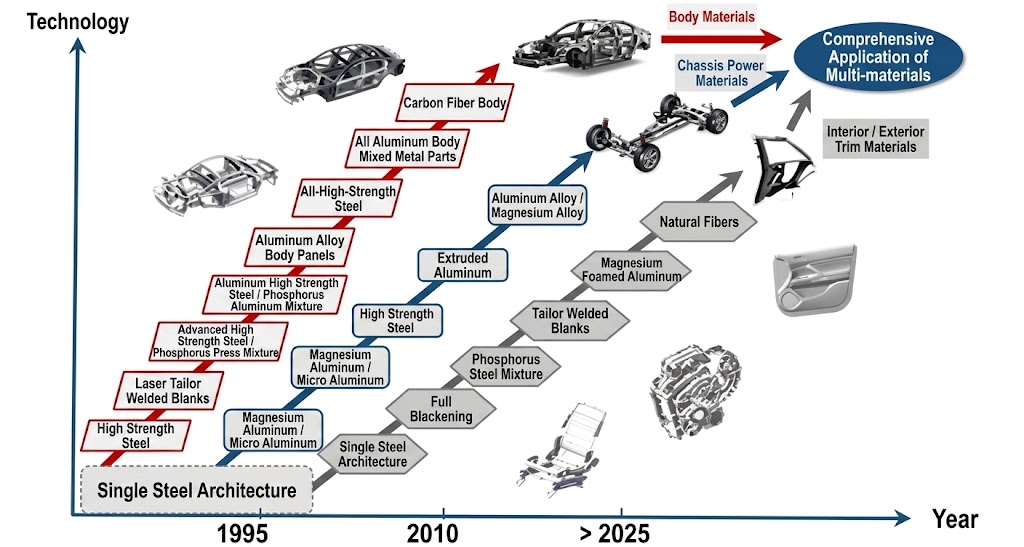
The evolutionary path for lightweight materials is clearly defined:
Vehicle bodies are transitioning from traditional single-steel structures to multi-material composites, including aluminum alloys, magnesium alloys, and carbon fiber. Chassis and core EV powertrain components are accelerating the adoption of magnesium alloy die-castings. As the lowest-density metal currently used in engineering structures, magnesium alloy offers a theoretical weight reduction of 30% to 35%. Its application scenarios have expanded from interior small components in dry zones, such as steering wheel frames and dashboards, to core wet-zone components in the EV powertrain, such as battery trays and electric drive housings.
However, with the large-scale integration of magnesium alloys in vehicles, traditional steel fasteners have exposed two fatal connectivity pain points:
Pain Point 1: Galvanic Corrosion Between Dissimilar Metals
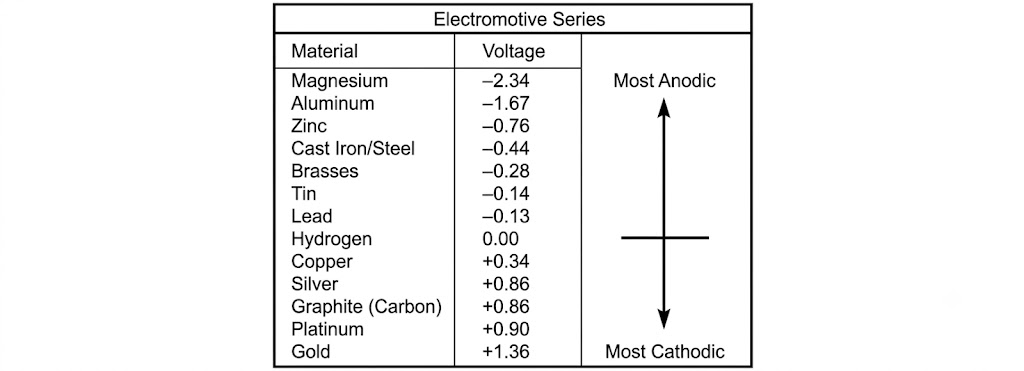
Magnesium has an extremely low electrode potential of -1.6V, while standard carbon steel bolts sit at only -0.44V. This massive potential difference creates a galvanic cell in humid environments. The magnesium matrix, acting as the anode, corrodes rapidly, leading to failure risks such as white rust, thread degradation, and housing spalling or leakage.
Pain Point 2: Preload Decay Induced by Mismatched Coefficients of Thermal Expansion (CTE)
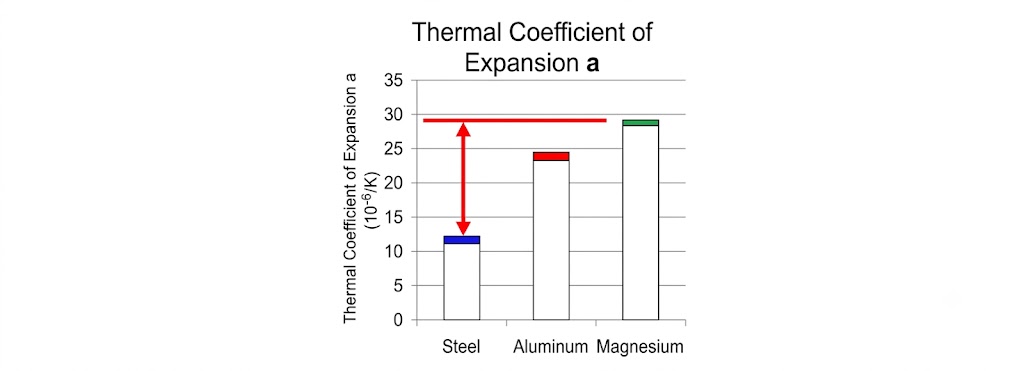
The CTE of magnesium alloy is 26×10⁻⁶℃⁻¹, whereas standard steel is merely 12×10⁻⁶℃⁻¹—a difference of more than double. Under the thermal cycling conditions of a vehicle, the bolt and the magnesium housing experience inconsistent deformation. Over prolonged use, this leads to continuous preload loss, resulting in bolt loosening, sealing failures, and structural noise.
The industry's current compromise is the 420MPa-class 6056 aluminum alloy bolt (AL9 Alu 6056). While it mitigates corrosion and thermal expansion conflicts, its upper strength limit is capped due to the constraints of mass-production cold-heading processes. It falls short of the high-torque, high-load fastening requirements for EV powertrain structural components, becoming a core technological bottleneck for the implementation of magnesium alloy lightweighting.
To address this industry gap, Yingfeng Zhichengjia (YF ZCJ), leveraging over 20 years of profound R&D and manufacturing expertise in fasteners, has independently developed the ZT68 600MPa cold-headed high-strength 7-series modified aluminum alloy bolt. This breakthrough shatters the industry's existing strength ceiling for aluminum bolts, perfectly adapting to the fastening needs of magnesium and aluminum alloy lightweight components in NEVs, and providing an integrated fastening solution characterized by lightweighting, high reliability, and an extended lifecycle.
II. Corporate R&D and Manufacturing Capabilities
YF ZCJ is a leading innovator in the domestic fastener sector, possessing full-industry-chain capabilities in independent R&D, mass production, and quality inspection, providing a solid foundation for the realization of ZT68 products:
1. Strategic Industrial Layout: Headquartered in Shenzhen, with a dedicated automotive production base in Xiangyang, Hubei, and dual overseas facilities in India and Indonesia, enabling globalized delivery. The company has a monthly production capacity of 500 million fasteners, serving over a hundred global OEMs and Tier-1 parts customers.
2. Qualifications & Technological Accumulation: Acquired IATF16949 automotive industry quality certification in 2013 and officially entered the NEV supply chain in 2017, currently holding 26 valid fastener patents. In 2025, the company conquered the cold-heading process for ZT68 high-strength aluminum alloy bolts. Sample testing demonstrates tensile strengths reaching the 630MPa class, with a stable nominal product strength grade of 600MPa.
3. Fully Autonomous End-to-End Production: Complete in-house production lines covering mold development, multi-station cold heading, thread rolling, machining, heat treatment, surface treatment, automated assembly, and optical sorting. Zero reliance on external processing ensures fully controllable quality throughout.
4. Comprehensive Precision Testing Laboratory: Equipped with a full suite of inspection equipment, including metallographic microscopes, Brinell/Vickers hardness testers, 2D profile projectors, universal tensile testing machines, friction coefficient testers, spectrometer analyzers, constant temperature and humidity chambers, film thickness gauges, and ROHS detectors. All mechanical, corrosion, and thermal stability tests are conducted autonomously in-house.
III. Performance Limitations of Mainstream Industry Aluminum Bolts
Currently, the mature mass-produced aluminum alloy bolts in the industry are predominantly the 6056 (AL9 Alu 6056) 420MPa class. Basic material parameters are: material EN AW 6056 (AlSi1MgCuMn), density 2.7 g/cm³, elastic modulus 69,000 MPa, and a linear CTE of 23×10⁻⁶℃⁻¹. The minimum yield strength is 350MPa, tensile strength ranges from 400 to 440MPa, elongation after fracture is ≥6%, and the maximum continuous operating temperature is 150°C.
Constrained by mass-production cold-heading processes, this product has a low upper strength limit. It suffers from insufficient load-bearing capacity under the high-load and thermal cycling conditions of NEV powertrains, presenting a long-standing pain point in the industry's lightweight fastening transition.
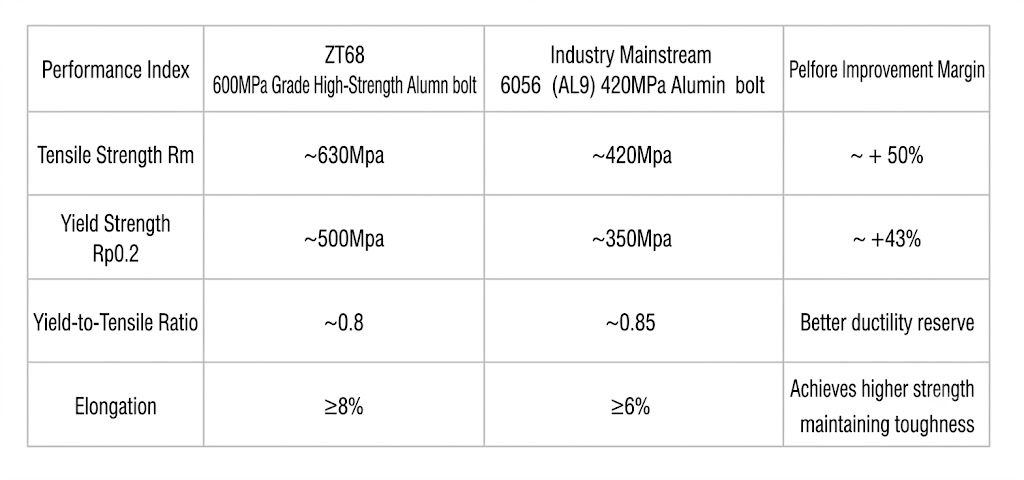
IV. Core Technological Breakthroughs of ZT68: Comprehensive Performance Upgrades Benchmarked Against 6056 Aluminum Bolts
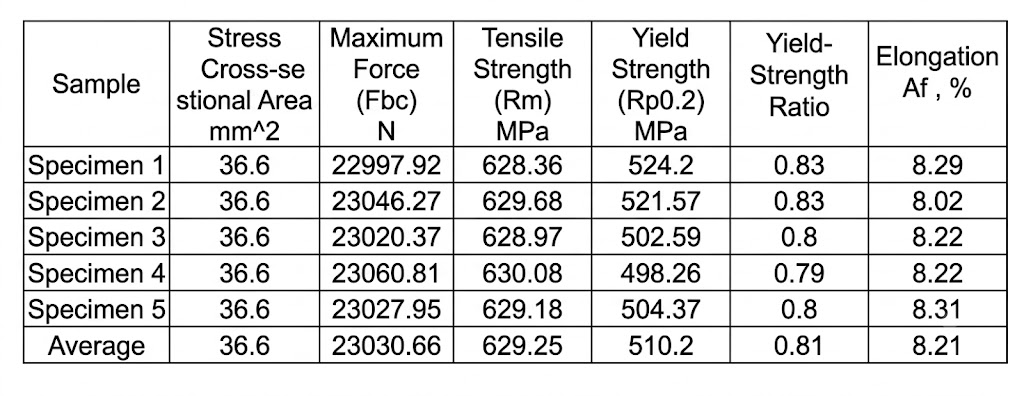
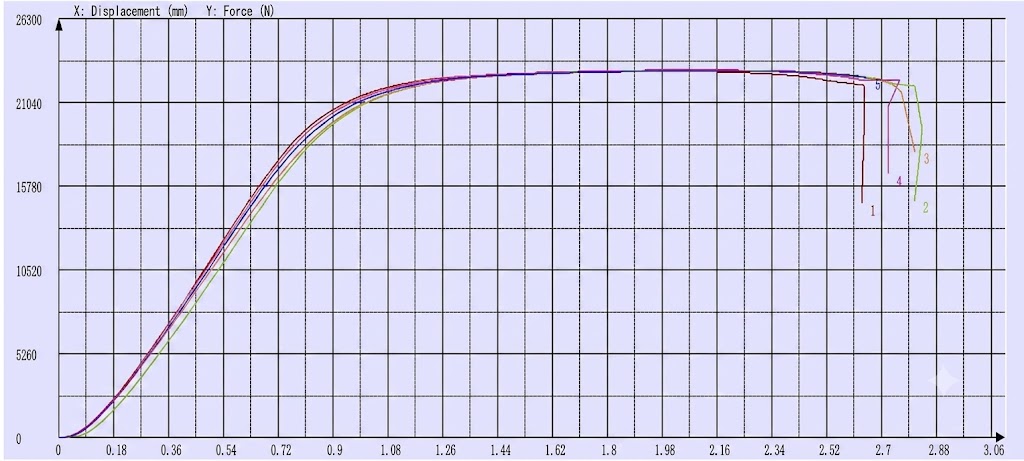
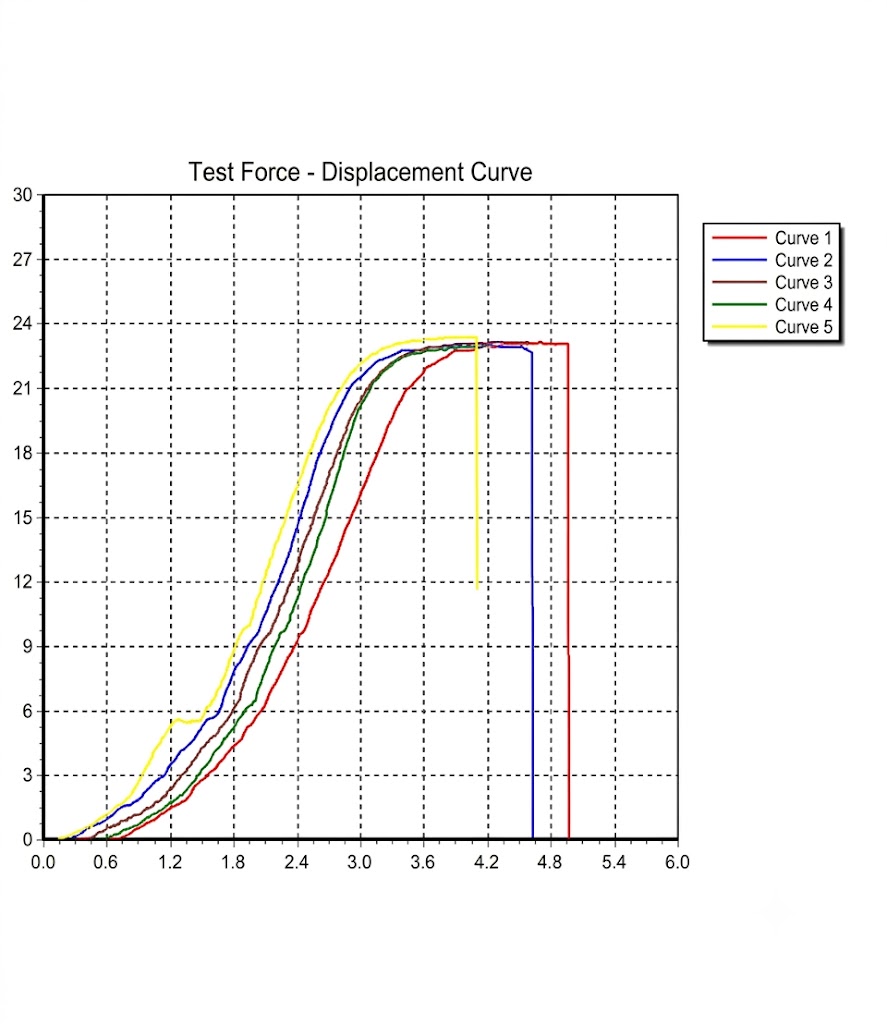
1. Tensile Strength Testing
ZT68 Modified 7-Series VS Hex Flange Bolt M8x40
Across 5 groups of parallel samples, the measured average maximum tensile force was 23,030.66N, with an average tensile strength of 629.25MPa, an average yield strength of 510.20MPa, and an average elongation of 8.21%. The strength interval of each sample group remained stable between 628 and 630MPa, showing minimal data dispersion and excellent batch performance consistency.
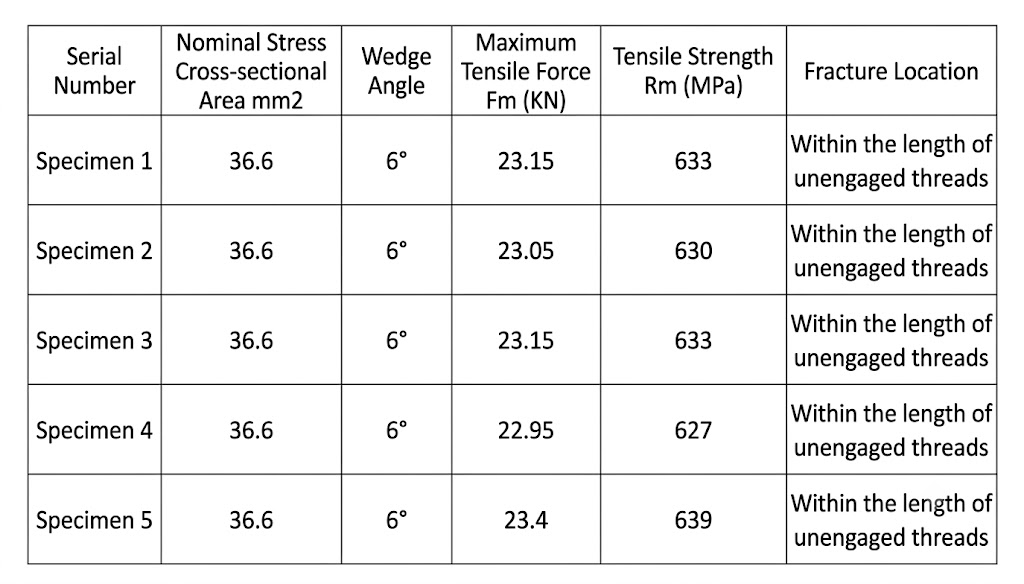
2. Head 6° Wedge Ultimate Strength Testing
Simulating assembly impacts and extreme head-loading conditions, all 5 sample groups fractured in the unengaged thread section. The bolt heads exhibited no cracking or corner collapse, indicating that the cold-headed bond strength between the head and the shank meets automotive safety design standards. The ultimate tensile force interval for the samples was 22.95KN to 23.4KN, corresponding to a tensile strength of 627MPa to 639MPa.
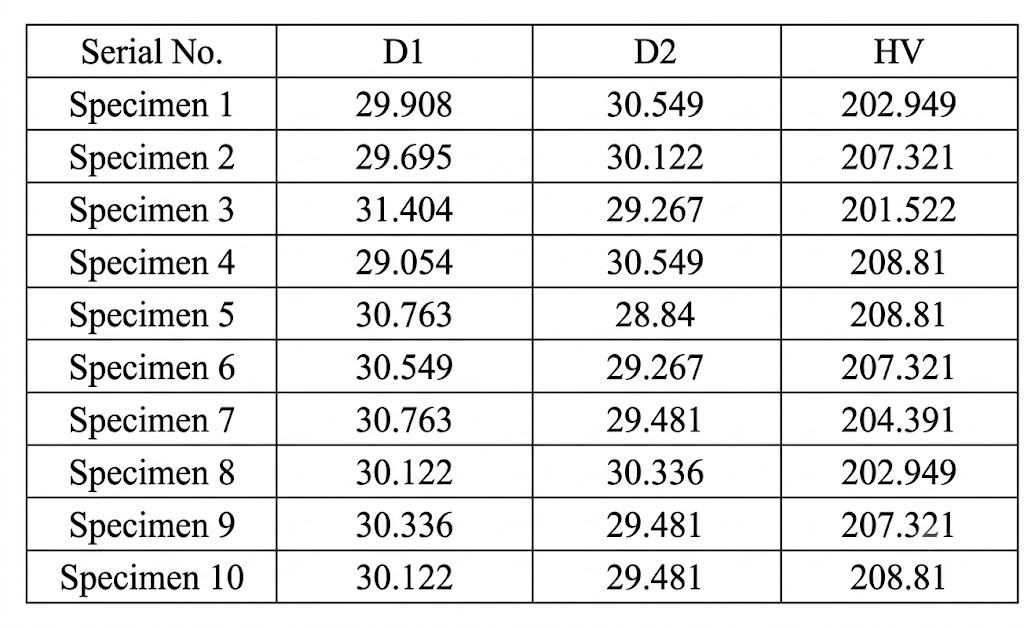
3. Hardness Uniformity Testing
The Vickers (HV) hardness interval of 10 groups of parallel samples remained stable between 201 and 209. The numerical fluctuation range is minimal, indicating no localized hard or soft spots within the material. The uniform microstructure effectively mitigates the risk of fracture due to localized stress concentration.
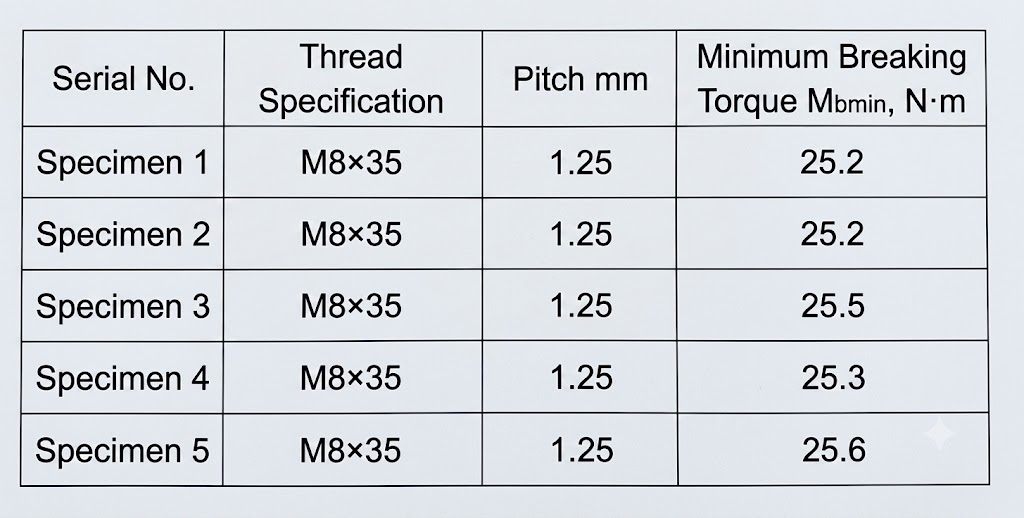
4. Breaking Torque Testing
The breaking torque of five sample groups consistently exceeded 25 N·m. The low data dispersion highlights excellent assembly torque consistency, making it highly adaptable to automated tightening operations.
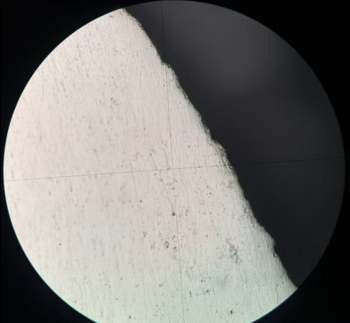
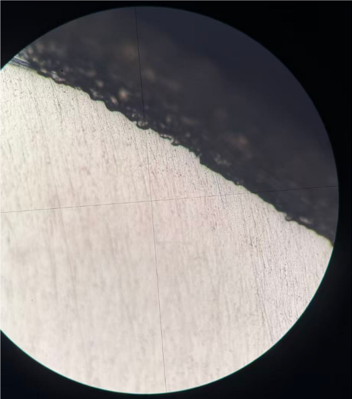
5. Microscopic Metallographic Structure: The Fundamental Guarantee of High Strength and Toughness
Through high-precision metallographic inspection, the ZT68 modified 7-series aluminum alloy microstructure exhibits two core advantages:
1.Fine and uniform grains with no coarse metallic precipitation phases, which effectively disperses stress and significantly enhances the bolt's strength and fatigue resistance;
2.Clean grain boundaries free of continuous brittle impurities (AlFe, AlSiFe phases), which blocks the penetration channels for corrosive media, enhancing long-term corrosion resistance at the microscopic level.

6. Intergranular Corrosion Resistance
Following intergranular corrosion testing, ZT68 samples showed no intergranular corrosion trenches, no grain separation, and no deep corrosion channels. Corrosion was strictly limited to slight surface pitting. There are no fatal failure modes such as exfoliation corrosion or penetrating grain boundary corrosion, perfectly suiting the humid and damp environments of battery packs and electric drives.
7. Neutral Salt Spray (NSS) Durability Testing
Bare aluminum bolts without surface protection: Extensive white rust appears after only 3 days of continuous salt spray;
ZT68 with complementary anodic oxidation surface treatment: Stably passes 60 days of continuous neutral salt spray testing with no obvious corrosion marks on the surface, offering long-term corrosion protection that meets the extended service life requirements of the vehicle.

Untreated Surface

Anodized Surface
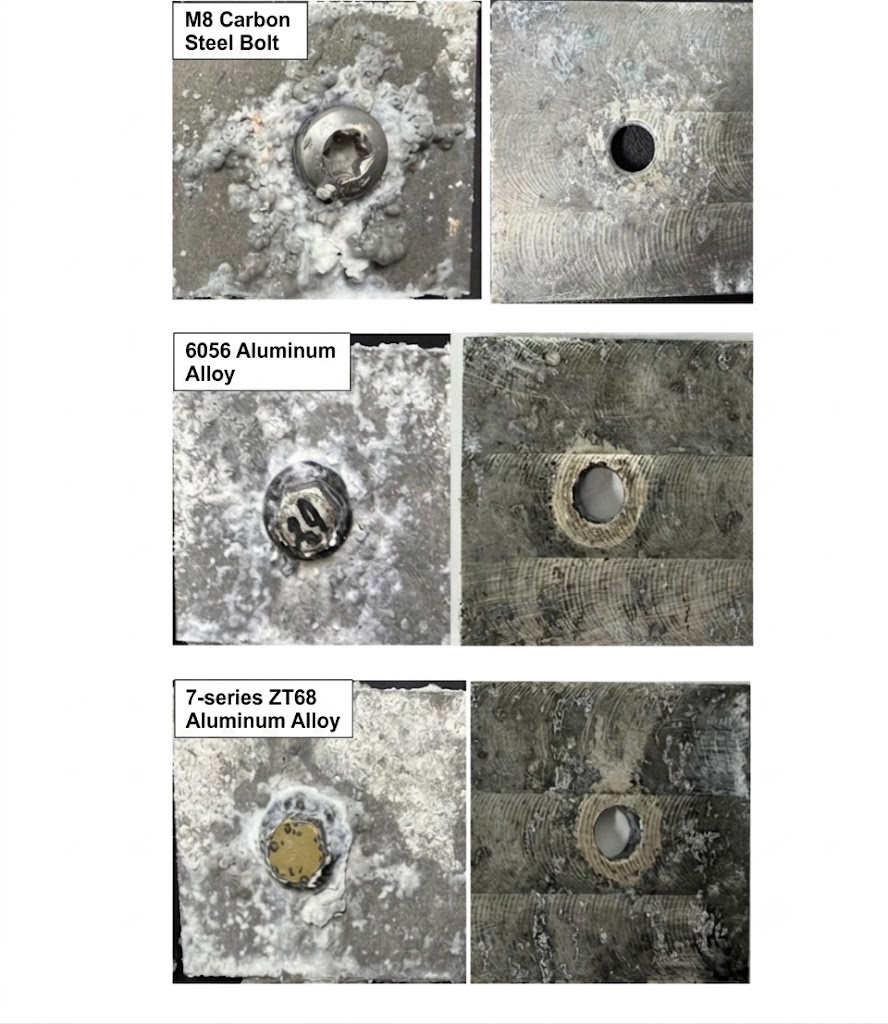
8. Magnesium Alloy Electrochemical Corrosion Testing
Using AZ91 magnesium alloy substrate as the mating benchmark, the galvanic corrosion risk ranking is: Carbon Steel > 7-Series ZT68 > 6056 Aluminum Bolt. The potential difference between ZT68 and magnesium alloy is minimal. When paired, there is virtually no driving force for galvanic corrosion, resolving the fundamental matrix corrosion dilemma inherent in steel-to-magnesium combinations at its root.
9. Controllable Friction Coefficient Surface Treatment System, Adapting to Automated High-Precision Assembly
Addressing the stringent torque precision requirements of automated tightening production lines for NEVs, ZT68 is paired with a graded surface treatment and lubrication scheme to precisely control the thread friction coefficient. All data is based on M8×40 flange bolt actual measurements:
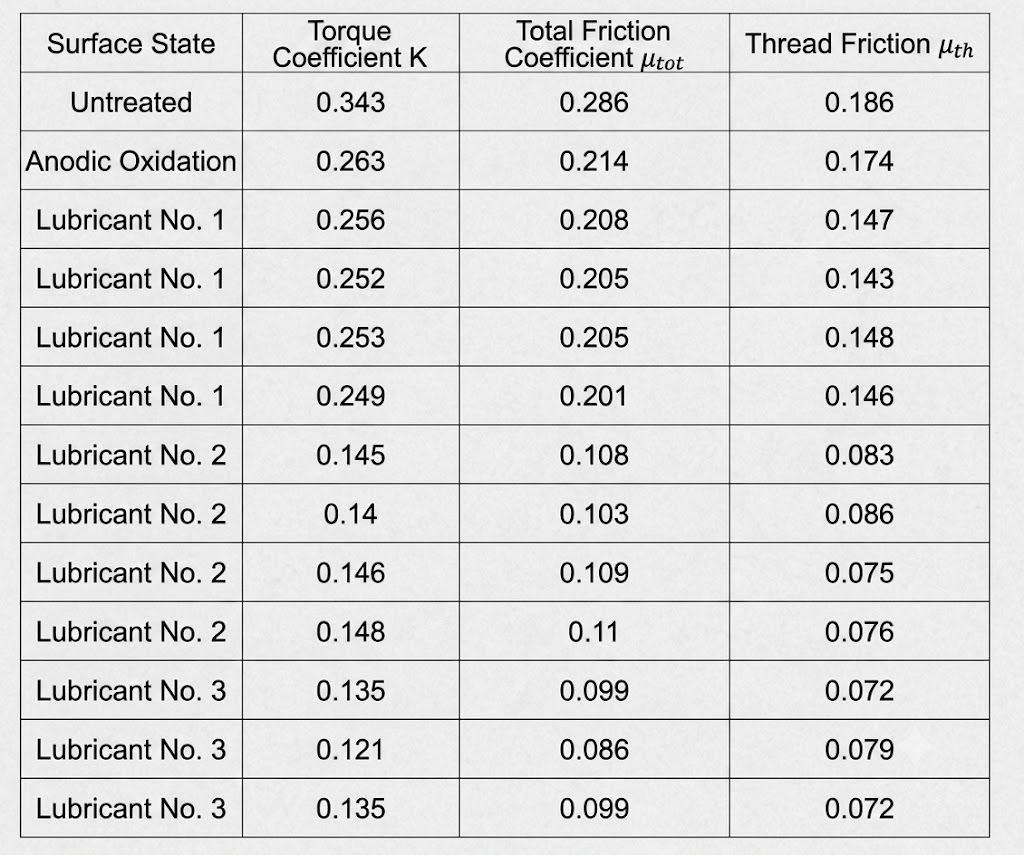
The complete lubrication scheme can stably control the total friction coefficient within the 0.09~0.15 range, ensuring low tightening torque dispersion and precisely controllable preload.
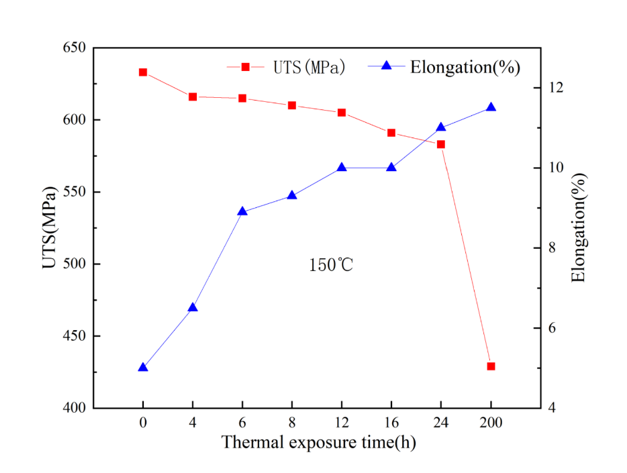
10. High-Temperature Thermal Stability Performance
After 12 hours of continuous thermal exposure at 150°C, the tensile strength of the ZT68 bolt remains above 600MPa, with elongation maintained at approximately 10%. Under prolonged high-temperature conditions, there is no significant strength degradation or creep relaxation, making it highly suitable for long-term high-temperature components such as motor housings and electronic control assemblies.
The CTE and elastic modulus of the ZT68 aluminum alloy are close to those of magnesium alloy. Under thermal cycling, the deformation of the bolt and the magnesium housing remains synchronized. This dramatically reduces the rate of preload decay, preventing long-term loosening and leakage, and resolving the chronic loosening issue associated with steel bolts over extended use.
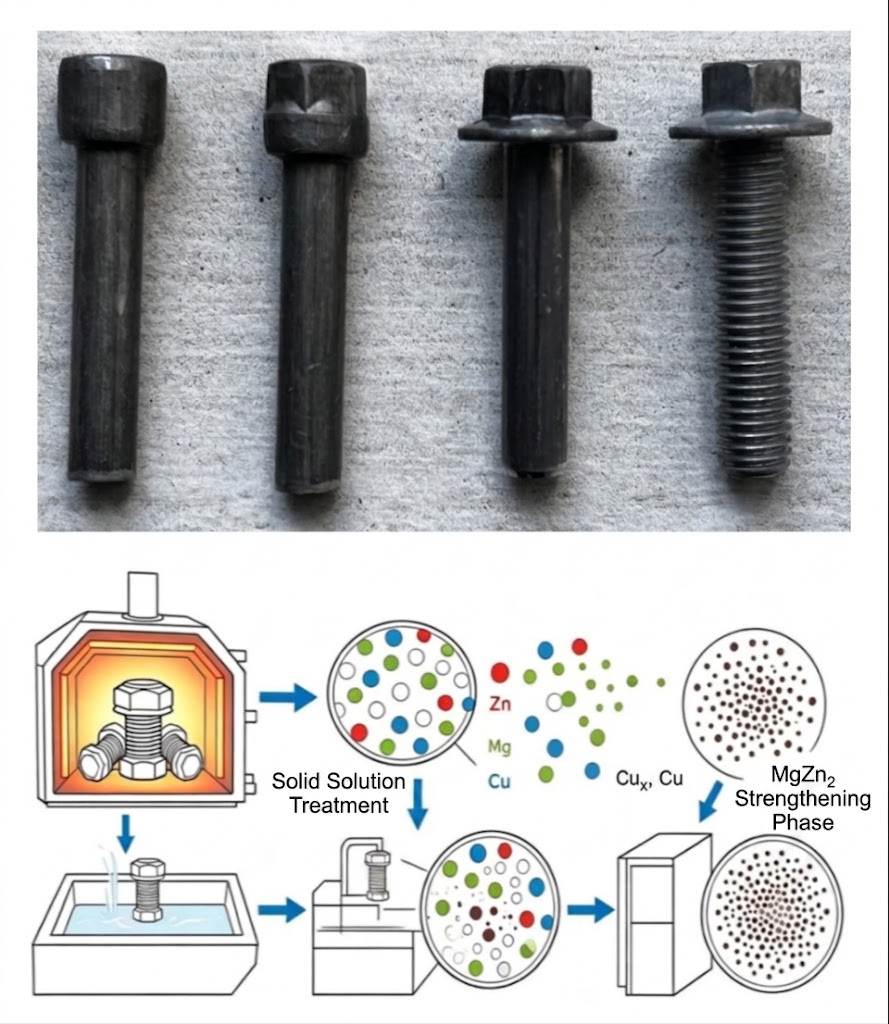
V. ZT68 Cold-Heading Manufacturing Process Route
ZT68 shatters the industry barrier that traditionally prevented the mass-production of high-strength aluminum alloy bolts via cold-heading. The complete process chain includes:
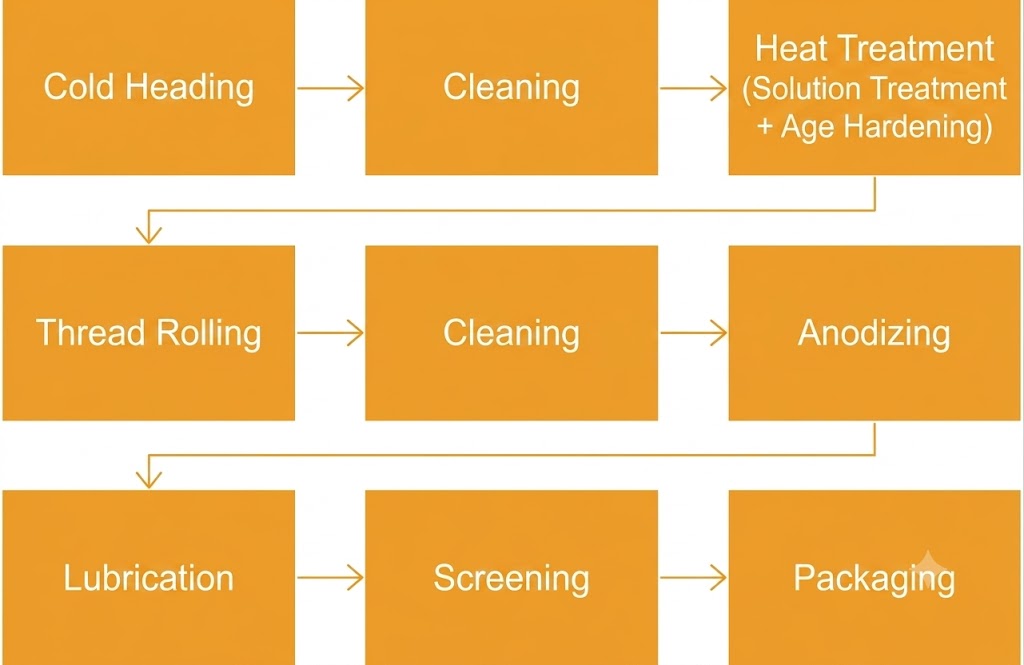
Process Core Highlights: By precisely controlling the precipitation of Mg, Zn, and Cu strengthening phases, paired with a gradient cooling solid solution process, ultra-high strength and excellent plasticity are simultaneously achieved after cold-heading. Compared to purely machined fasteners, the cold-heading process offers higher production efficiency, lower costs, and superior thread fatigue strength over cut-thread bolts.
VI. Typical Application Scenarios for ZT68 600MPa Cold-Headed High-Strength Aluminum Alloy Bolts
ZT68 600MPa cold-headed high-strength aluminum alloy bolts are specifically designed for magnesium and aluminum alloy lightweight components in NEVs, covering EV powertrain systems, core wet-zone chassis areas, and thermal cycling environments:
1.NEV Electric Drive Systems: Fastening of magnesium alloy motor housings, reducer flange faces, and electronic control enclosures;
2.Power Battery Pack Assemblies: Connections for magnesium alloy battery trays, box frames, and liquid cooling plates;
3.Lightweight Chassis Components: Lightweight connections for aluminum/magnesium alloy control arms, steering knuckles, and subframes;
4.Structural connections for large magnesium alloy die-castings in vehicle interiors and exteriors.
VII. Comprehensive Summary of Core Advantages of ZT68 600MPa Cold-Headed High-Strength Aluminum Alloy Bolts
1.Lightweighting Advantage: With an aluminum density of only 2.7g/cm³, the weight is significantly lower than steel bolts of the same specification, and batch application reduces the vehicle's curb weight;
2.Mitigation of Magnesium Alloy Galvanic Corrosion Risks: Matches the potential of the magnesium matrix, alleviating dissimilar metal corrosion issues;
3.Thermal Expansion Matching for Long-Term Preload Stability: Under thermal cycling, preload decay is vastly lower than that of steel bolts, enhancing sealing reliability;
4.Industry-Leading Cold-Headed Mass Production Strength: Achieves a 50% increase in tensile strength compared to mainstream 420MPa aluminum bolts, delivering a massive boost in load-bearing capacity;
5.Strength-Toughness Balance for Fracture and Fatigue Resistance: Yield strength exceeds 500MPa while maintaining an elongation of ≥8%, highly adaptable to long-term vehicle vibration conditions;
6.Long-Lasting Corrosion Protection for Wet-Zone Environments: Anodizing treatment ensures stability through 60 days of neutral salt spray, alongside exceptional intergranular corrosion resistance;
7.Stable Service at 150°C High Temperatures: No significant strength degradation during long-term use in high-temperature zones like motors and electronic controls;
8.Precisely Controllable Friction Coefficient: Multi-gradient lubrication schemes match automated tightening lines, yielding excellent torque consistency;
9.Fully Autonomous Cold-Heading Mass Production Process: Existing mature sample specs include M8×40 hex flange bolts, with the capability to expand multi-spec product development based on project demands;
10.Comprehensive Automotive-Grade Quality Control: Backed by an IATF16949-certified facility equipped with a fully autonomous testing lab to complete full-spectrum performance verification.
VIII. Corporate Support Services
Yingfeng Zhichengjia Precision Hardware (Shenzhen) Co., Ltd., as the R&D and primary manufacturing base for ZT68 products, supported by its dedicated automotive plant in Xiangyang and dual overseas factories in India and Indonesia, can simultaneously meet the delivery demands of domestic OEMs and overseas NEV customers. The company provides full-process technical support from sample development and joint performance testing to low-volume trial production and large-scale mass production.
1. Shenzhen Headquarters (R&D & Sales Center)
Address: No. 13 Zhongxing Road, Kengzi Street, Pingshan District, Shenzhen
Tel: 0755-84061349
2. Xiangyang Dedicated Automotive Production Plant
Company Name: Zhichengjia Metal Technology (Xiangyang) Co., Ltd.
Address: Sanchalu Economic Development Zone, Chengguan Town, Gucheng County, Xiangyang City, Hubei Province
Tel: 0710-7269998
3. Indonesia Overseas Plant
Company Name: PT Top precision Fastening Indonesia
Address: Jababeka Phase 8, Industri 1, Jl. Tekno Raya Blok A2B, Tanjungsari, Kec. Cikarang Utara, Kabupaten Bekasi, Jawa Barat 17530
4. Corporate Website: www.zcjtech.com
IX. Conclusion
With the large-scale implementation of magnesium alloy lightweighting in NEVs, traditional steel fasteners and low-strength 420MPa-class aluminum alloy bolts can no longer satisfy the long-term reliability requirements of modern vehicles. The Yingfeng Zhichengjia ZT68 600MPa Cold-Headed High-Strength Aluminum Alloy Bolt, utilizing a proprietary modified 7-series aluminum material, breakthrough cold-heading mass production techniques, and comprehensive mechanical and anti-corrosion performance verifications, resolves the three major industry pain points of magnesium alloy fastening: corrosion, preload loss, and insufficient strength. This innovation provides a highly reliable, lightweight fastening connection solution for NEV lightweighting, accelerating the industrial realization of automotive lightweighting technologies.
More Blog
- ZT68 600MPa Cold-Headed High-Strength Alu
- ZT68 600MPa Cold-Formed High-Strength Alu
- Precision Crafting for a Lightweight Futu
- Yingfeng Zhichengjia Newly Customized Spr
- R&D of ultra-high strength aluminum a
- One-stop fastening and connection solutio
- 60% Cost Reduction! Cold Forging Reshapes
- Mastering the TCO: YF ZCJ Launches Compre